

De flesta köpare "misslyckas" inte medSplåtbearbetningför att de valde fel material eller fel fabrik. Projekt misslyckas vanligtvis i gråzonen: oklara toleranser, saknade ytförväntningar, ofullständiga monteringsanvisningar och designförändringar i sent skede som tvingar en leverantör att gissa. Dessa gissningar blir skrot, omarbetning, leveransförseningar och obekväma kvalitetssamtal.
Den här artikeln beskriver ett upprepningsbart sätt att köpa plåtdelar med färre överraskningar – som täcker design-for-manufacturability (DFM), material- och finishval, inspektionsförväntningar och leverantörsfrågor som faktiskt förutsäger leverans i tid, monteringsfärdig. Du hittar också en kapacitetsögonblicksbild och en poängmatris som du kan återanvända under inköp.

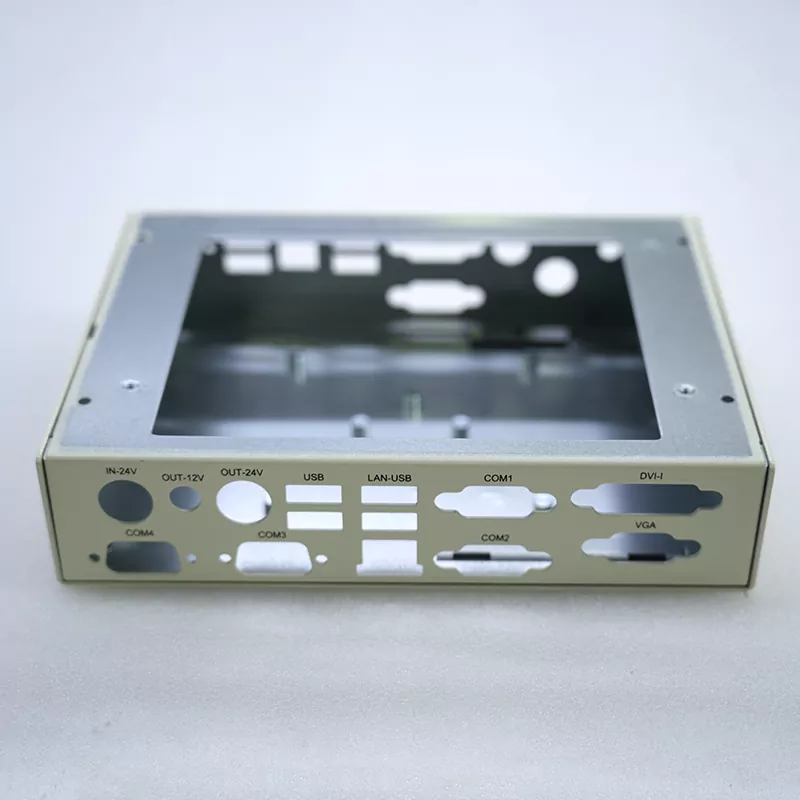
Om du har köpt inkapslingar, konsoler, ställ, skåp eller höljen, har du förmodligen sett samma mönster: den första omgången ser "nästan rätt ut", men monteringen förvandlas till en brottningsmatch. IPlåtbearbetning, "nästan rätt" är dyrt - eftersom delen kan vara dimensionellt nära men ändå funktionellt fel.
Den goda nyheten: du kan förhindra det mesta av detta med ett bättre "spec pack" och en delad processkarta. Det är vad nästa avsnitt är till för.
Ett starkt RFQ-paket gör två jobb: det möjliggör exakta offerter och det eliminerar gissningar under produktionen. FörPlåtbearbetning, "gissningen" sker vanligtvis kring böjar, hål, finish och montering. Här är vad du ska inkludera så att din leverantör kan bygga den del du menade – inte den del de antog.
Materialval handlar inte bara om kostnad – det handlar om korrosion, vikt, styvhet, konduktivitet och utseende. Om du inte anger betyget tydligt kan leverantören välja en motsvarighet som beter sig annorlunda vid bockning eller beläggning.
Att säga "pulverlackering" är en början, inte ett krav. Lägg till hur "bra" ser ut: färgkod, textur, glansområde, maskeringszoner, tillåten bättring och förväntningar på repor/hantering. Om din produkt vänder sig till kunder (frontpaneler, kiosker, synliga höljen), specificerakosmetiska zoner.
Lägg till en kort rad i ditt ritpaket:"Klass A-ytor: framsida och ovansida. Inga synliga repor vid 600 mm under normal kontorsbelysning."Den ena meningen sparar veckor.
Köpare som får konsekventa resultat gör vanligtvis en sak annorlunda: de kommer överens om arbetsflödet innan den första delen görs. Nedan finns en praktisk processkarta som du kan använda med vilken leverantör som helst – inklusive team somDongguan Xinyang Industrial Co., Ltd.när du skaffar anpassade ställ, höljen, höljen, distributionslådor eller icke-standarddelar.
De flesta dimensionella risker kommer in här. Laserskärning och stansning definierar dina hålpositioner; böjning definierar ditt slutliga kuvert. Fråga din leverantör hur de kontrollerar böjavdrag och fjädring för ditt specifika material och tjocklek.
Efterbehandling kan ändra dimensionerna något och det kan avslöja defekter som du inte märkte på rå metall. Planera maskering, jordpunkter och inspektion efter slutbehandling. Förpackningen ska matcha kosmetikakravet (speciellt för klass A-ytor).
Slutinspektion bör referera till 2D-ritningen och de överenskomna acceptanskriterierna. För första konstruktioner minskar en rapport för första artikelinspektionen (FAI) tvister och påskyndar godkännandet.
Kapacitetstabeller är användbara när du behandlar dem som en utgångspunkt – inte en garanti. Geometri, delstorlek, antal böjningar och finishkrav kan ändra vad som är realistiskt. Ändå hjälper det att ha en baslinje när man diskuterarPlåtbearbetningkrav.
| Punkt | Typiskt intervall / not | Varför det är viktigt för köpare |
|---|---|---|
| Plåttjocklek | 0,8 mm – 6,0 mm | Påverkar styvhet, böjradier, val av fästelement och finishens hållbarhet. |
| Max bearbetningsstorlek | Upp till 2500 mm × 1250 mm | Påverkar höljespaneler, ställ, skåp och stora lock utan skarvning. |
| Böjnoggrannhet | Cirka ±0,2 mm (beror på geometri) | Kritiskt för dörrinriktning, tätningsgränssnitt och monteringspassning. |
| Hålnoggrannhet | Cirka ±0,1 mm (beror på funktionstyp) | Förhindrar felinriktade skruvar, nitmuttrar och urskärningar i anslutningar. |
| Ytalternativ | Pulverlackering, målning, galvanisering, oxidation, screentryck | Kontrollerar korrosionsbeständighet och kosmetiskt utseende på slutmarknaden. |
| Kärnprocesser | Laserskärning, stansning, bockning, svetsning, nitning | Definierar möjlig komplexitet, genomströmning och total kostnadsstruktur. |
Tips: Om du behöver snävare toleranser eller krävande kosmetika, be om en "processplan" plus mätpunkter (inte bara en offert).
"Vi gör QC" är inte tillräckligt. Du vill vetadärkvalitet kontrolleras,vadblir inspelad, ochhurfrågor är inneslutna. IPlåtbearbetning, kvalitet handlar mindre om att fånga upp defekter i slutet och mer om att förhindra avdrift under kapning, bockning och efterbehandling.
Om du hanterar utländska upphandlingar, be om ett enkelt kvalitetspaket: FAI-rapport (för första parti), mätdata för nyckeldimensioner, finishbekräftelse (färg/struktur) och foton av förpackningen. Det är vanligtvis tillräckligt för att förhindra "vi har skickat det redan - överraskning!" ögonblick.
När köpare säger "plåt är för dyrt" är problemet ofta inte leverantören - det är design- och finishvalen som skapar långsamma cykler. Här är spakarna du kan dra utan att ge avkall på prestanda.
Om du vill ha konsekventPlåtbearbetningresultat, välj leverantörer med hjälp av ett repeterbart poängsystem. Nedan finns en enkel matris som du kan kopiera till din RFQ-utvärdering.
| Kategori | Hur "bra" ser ut | Frågor att ställa | Vikt (exempel) |
|---|---|---|---|
| DFM-kapacitet | Proaktiva förslag; identifierar toleransstack och slutrisker tidigt | "Kan du returnera en DFM-anteckningslista med offerten?" | 20 % |
| Processtäckning | Kapning + bockning + fogning + efterbehandling + monteringsmöjligheter | "Vilka steg är internt kontra outsourcade?" | 15 % |
| Kvalitetssystem | FAI tillgänglig; pågående kontroller definierade; tydlig defektinneslutning | "Vad är din FAI-process och ditt typiska mätrapportformat?" | 25 % |
| Kommunikation | Snabba, specifika svar; bekräftar antaganden; delar bilder/skivor | "Vem äger tekniska frågor och handläggningstid?" | 15 % |
| Ledtidstillförlitlighet | Transparent schema; realistiska datum; förpackningsdisciplin | "Hur skyddar du klass A-ytor under transport?" | 15 % |
| Kostnadsstabilitet | Tydliga kostnadsdrivare; förslag för att minska totalkostnaden | "Vilka designändringar skulle minska kostnaderna utan att skada funktionen?" | 10 % |
Om en leverantör bara vinner på pris men förlorar på DFM, kvalitet och kommunikation, betalar du ofta mellanskillnaden i omarbetning och förseningar.
Skicka en 3D-modell + 2D-ritning, materialkvalitet, tjocklek, finish spec (med acceptanskriterier), målmängd/prognos, och anteckningar för hårdvara/montering/förpackning. Om en yta är kosmetisk, märk den. Om en funktion är kritisk för att fungera, flagga den.
Identifiera referenspunkter och kritiska gränssnitt, undvik att överdriva varje dimension och be din leverantör att granska toleransstapling. För svetsade ramar, begär en fixturplan eller sekvensnotering, plus mätpunkter efter svetsning och efter slutbehandling.
Det beror på miljö och kosmetiska behov. Pulverlackering är populär för hållbarhet och konsekvent utseende, plätering kan stödja konduktivitetsbehov, och oxidation (anodisering) är vanligt för aluminiumestetik. Nyckeln är att definiera acceptanskriterier – färg, textur, maskering och kosmetiska zoner – så att finishen är mätbar.
Ja – att börja med prototyper eller små partier är ett smart sätt att validera passform, finish och montering. Be om en FAI-rapport vid första körningen så att godkännanden baseras på uppmätta bevis.
Lås din ritningsrevisionskontroll, kom överens om en processkarta, kräv förproduktionsbekräftelse av antaganden, och be om bildbevis på nyckelstadier (böjning, hårdvara, finish, förpackning). Stabil kommunikation spelar ofta lika stor roll som maskinkapacitet.
Om ditt nästa hölje, ställ, skåp eller anpassade del inte har råd med överraskningar, behandlaPlåtbearbetningsom en hanterad process – inte en vara.
Du kan använda styrkortet ovan, dra åt ditt RFQ-paket och justera efter inspektion och avsluta godtagandet innan det första snittet görs. Lag klDongguan Xinyang Industrial Co., Ltd.och liknande tillverkare rör sig vanligtvis snabbast när köpare tillhandahåller tydliga funktionella avsikter, kosmetiska zoner, och monteringsdetaljer från dag ett.
Är du redo att gå från "citat-först" till "höger-först"?kontakta ossmed dina ritningar, målkvantitet och krav på finish— och låt oss förvandla din nästa konstruktion till en smidig, tråkig (på bästa sätt) leverans.











